内容
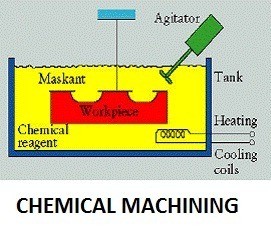
化学加工工艺
在化学加工过程中,使用化学试剂从工件的适当部分去除材料。
什么是化学加工,它是如何工作的?
化学机械加工是指在不影响工件完整性的情况下,将金属从指定位置干净地去除或者通过光化学过程来研究金属的特性。用这种方法可以制作出具有复杂设计的小型薄金属部件,并且不会对零件造成灼伤或压力。这就是所谓的“化学加工工艺”。
化学加工过程的分步过程
化学加工过程分为以下几个阶段。
清洁
必须小心清洁工件表面。清洁是在除去工件上的油污例如,在整个制造过程中可能积聚的油脂、灰尘或其他物质。这允许有效完成后续处理步骤。
需要清洗以保证掩蔽材料在干燥后能很好地附着在工件上。杂散蚀刻发生在掩码调试的上下文中。
取决于工作材料和所需的加工深度,许多种类的清洁操作,如蒸汽降解,碱性蚀刻,和maskants进行,例如。这种材料是多孔的,很难清洗。
机械和化学清洗程序是最常见的清洁类型。由于化学方法产生的危害比机械方法小得多,因此被广泛使用。
如果掩膜较厚,较薄,并经过化学清洗,则对掩膜片的薄或清洗组件进行细化。有利于加热清洗过程。
屏蔽
工件上不需要化学加工的区域用掩蔽板包裹。掩模板(Maskant)是无害的,不与加工过程中使用的化学物质发生反应,这使它们成为掩模应用的理想选择。掩蔽纸是从需要化学加工的区域修剪和移除.
应使用可剥离的遮罩片,且应易于取下。这是通过使用模板来实现的。如果要加工工作项的整个表面,则不需要遮罩。掩模片通常由乙烯基、氯丁橡胶或橡胶基材料制成。使用下面列出的三种程序之一,将真品粘在工件上:
- 切-剥方法。
- 屏幕的方法
- 光阻法。
划线:
在屏蔽之后执行划线加工过程中,为了将掩模纸从一个工件的区域中去除为了使化学反应发生在工件的该部分上而被加工的工件。在划线加工后,只加工那些暴露于化学加工的区域。
蚀刻
浸泡在高温化学物质中解决方案遵循掩蔽和划线的工作一块。蚀刻剂是给这个解决方案的名称。烧碱用作铝的腐蚀剂。钢、镁和钛合金都是用酸加工的。蚀刻剂是用于去除工件上金属的化学剂。
如果将工件浸入化学品中,被遮盖的区域不会发生任何化学反应,而未被遮盖的区域则会与化学品发生化学反应,材料将开始从未遮盖的部分被取走工作的一部分结果。
平均0.025毫米在整个过程中,金属每分钟被去除.蚀刻剂浓度和温度都会影响金属从溶液中去除的速度。在较高的浓度和温度下,金属去除率增加。的长度工件浸泡在蚀刻剂中的时间是有影响的取决于被移除的金属的数量。允许气泡在加工过程中被捕获,将有助于防止加工不均匀。
蚀刻可以通过以下公式来完成:
E = s / t
“E”为蚀刻速率,单位为米/秒;切深用字母“s”表示;“t”表示浸泡在泳池里的时间。
遮盖和清洗
工件被蚀刻后从蚀刻器中取出。的处理水是用来清洗的所述工件,所述被加工工件表面上的氧化层被去除。然后,在这一点上,掩蔽板从框架中移除。
影响化学加工工艺效果的参数:
化学加工工艺的性能受各种加工参数的影响,这些参数分别为:
- 腐蚀剂的类型。
- 蚀刻温度(摄氏度)。
- 假惺惺的类型
- Maskant应用技术
- 蚀刻循环法。
Maskant的应用方法:
maskant的用法有三种:
- 切剥法
- 丝网印刷
- 光刻胶质量
i)切剥法
在切割和剥离方法中,假体材料如氯丁橡胶,丁基或乙烯基材料被用作假体。根据工艺的不同,真丝材料可以采用浸渍、喷涂或流动涂层的方法。使用这种工艺时,涂层的厚度从25微米到130微米不等。
maskant首先应用于工件的整个表面,然后将其从将要暴露于蚀刻剂的工件区域切割和剥落,以便稍后进行加工。在模板的帮助下,真丝的刻划和剥离都是手工完成的。通过该工艺实现的精度范围从130微米到750微米,具体取决于尺寸和尺寸正在制造的组件类型.
ii)丝网印刷
采用模版和精细的聚酯或不锈钢丝网,制成口罩通过丝网印刷将材料转移到工件表面.当涉及到大批量生产,精度低,蚀刻深度小于1.5毫米时,丝网印刷是最好的选择。由于涂层体薄,该工艺的蚀刻深度受到限制。不锈钢在这种方法中经常使用屏幕。
蚀刻区域通过使用屏蔽来防止被看到。接着,屏幕被强制贴在零件表面上。然后maskant被折叠起来。之后,屏幕被移除,然后部分被烤干它完全消失了。
iii)光刻胶Maskant:
这种技术现在已经相当流行,这种工艺也被称为光化学加工(PCM)。使用这种技术可以创建复杂但准确的形状。使用光激活抗蚀材料,这种方法可以创造出复杂而精细的形状。一个迭代进程是用来执行这个方法的.
耐照相真言是由几个步骤组成的。
1.在工件上应用光刻胶材料,并在工件上放置母版透明度,并将其暴露在紫外线下。
2.在接下来的步骤中,光在对应于照片的不透明部分的区域激活光阻材料。
3.采用这种技术可以达到0.025到0.005毫米的公差。
化学加工可分为以下几种类型。
化学加工最常用的三种形式是化学铣削、化学下料和化学雕刻。
通过化学研磨的过程,材料被删除,以创建盲目的细节,如口袋和通道,或减少组件的整体重量.
通过使用化学冲裁工艺,可以制造诸如孔和槽之类的空腔。该工艺还可以通过化学方法将所需形状的视野蚀刻到板材表面,从而从板材上空白完整零件。
化学加工工艺的历史
在古代,工匠们用这种方法来雕刻金属。然而,设计人员完全不清楚这种方法的功能,也不清楚这个过程是如何工作的.大约在公元前2300年的古埃及,这种加工过程被用来用柠檬酸形成铜。在19世纪之前,这种方法通常用于装饰蚀刻。1852年,威廉·福克斯·塔尔博特(William Fox Talbot)发明了一种利用光刻胶用氯化铁蚀刻铜的方法。1888年,约翰·贝恩斯发明了一种方法,使用光刻胶在材料的两面蚀刻。
什么是真品和蚀刻剂?
在机械加工过程中通常使用两种化学物质:maskant和蚀刻剂。
1)质量:
Maskants由耐化学涂料组成,用于保护不被加工的区域。Maskant不允许蚀刻剂渗透到物质中,并且不能溶解。这种方法非常有利于在传统加工工艺无法完成的精密零件中生成复杂的结构。
Maskant选择:
maskant的选择遵循以下标准:
- 真品必须耐腐蚀。
- 当加工完成时,它应该很容易被移除。
- maskant可能不会对工作项产生任何化学影响。
- 它应该在腐蚀槽的高温下完全稳定。
2)蚀刻剂:
蚀刻剂是一种用于化学加工的化学物质对工件进行溶解和去除物料的加工通过化学反应。尽量减少不平整从工作中去除材料工件,新的蚀刻剂不断喷涂或工件浸泡在蚀刻槽。为了提高材料去除率(MRR),可以搅拌蚀刻剂,如果需要,还可以加热蚀刻剂。通过良好的过滤,加入新的化学物质,经常用新腐蚀剂更换一定比例的旧腐蚀剂,可以保持腐蚀剂的强度。
不同的蚀刻剂用于加工不同的材料。一些蚀刻剂包括FeCl3(用于铝,铜,镍和相关合金),FeNO3(用于Ag),氢氟酸(用于Ti)和nital(用于工具钢)。除此之外,使用的其他蚀刻剂包括铬酸和硫酸铵。
选择腐蚀剂时应考虑的要点:
- 它会产生极好的表面光洁度。
- 它应该有良好的材料去除率。
- 它应该有一个很大的穿透深度。
- 不应伤害工件。
- 它应该易于访问。
- 它不应该太贵。
化学加工工艺的优点:
- 在此加工过程中,材料以均匀的方式去除.
- 有可能生产锥形薄板和结构件,具有严格的公差和高使用这种加工的表面光洁度过程。
- 这种化学品不需要高技能劳动力加工过程.
- 适用于小批量生产。
化学加工工艺的缺点:
- 采用这种加工工艺,只能加工少量的金属。
- 有可能产生的气体会聚集在本体下,导致材料蚀刻不均匀。
- 在这种应用中,材料去除率非常慢。
- 除了具有腐蚀性外,该过程中使用的化学物质也有潜在的毒性。
- 在加工合金时,由于使用不同的加工速度,表面光洁度会降低。当腐蚀剂被污染时反应产物时,加工速度降低。
化学加工工艺的应用:
- 它被用于在精细的物品中生成复杂的配置。
- 然而,除此之外,它还用于航空工业制造飞机机翼面板。
- 它被用于生产非常薄的薄片,没有毛刺和缺陷。
- 此外,它还用于印刷电路板(PCB)的生产。
- 特定的表金属也可以通过用于焊接的化学加工来制备或铆接。
- 精细筛网用于工业应用。
电化学加工工艺(ECM)
电化学加工过程与电镀过程相反。工件变成阳极,工具变成阴极。因此,工件失去金属。正常情况下,金属会流过电解液并沉积在阴极上。这里的工具是阴极。因此,金属沉积在阴极上。溶解的金属被电解液带走了。

工件被固定在容器内的合适夹具中。工件连接在20v直流电源的+ve端子(阳极)上。刀具被固定在工件上方的位置。这个工具是空心的。它连接到电源的-ve端(阴极)。
刀具的形状取决于要在工件上生产的形状。工件与刀具之间保持约0.2mm的小间隙。工具的侧面是绝缘的。这样刀具的侧面就不会加工工件,这样就避免了加工孔中的锥度。
电解液,通常是氯化钠、硝酸钠或氯酸钠通过空心工具。
当给定直流电源时,电流流过电路。电子从工件(阳极)表面被移除。这些离子会试图到达刀具(阴极)。但是这些离子会被快速流动的电解质带走。刀具自动向工件馈送,以保持工件与刀具表面之间的间隙。的加工速度和表面光洁度与电流成正比。电解液被过滤和再循环使用泵.电解液的温度保持在25 ~ 60℃之间。
广播:电化学磨削|非传统加工工艺