电子束焊接
电子束焊接(EBW)是一种热切割方法,在这种方法中,高速电子凝结成窄束,用于在短时间内加热、熔化或蒸发材料。各种应用,包括钻孔、切割、退火和焊接,都依赖于此工艺来正常工作。
电子束焊接原理
电子束用于产生高温,熔化待焊工件。
电子束焊接工作
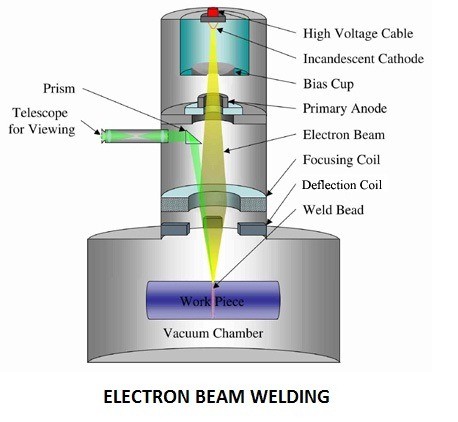
当钨丝通电时真空加热,它就会发射电子。这些电子带负电荷,通过阳极孔。电子束被聚焦透镜聚焦。当专注的时候电子束击打工件时,该电子束的动能转化为热能。
这些热能被用来焊接金属.操作是在真空中进行的。因此,焊接孔是可能的。光束聚焦直径约0.25至1毫米,功率密度为10kW/mm的铝材料,聚焦长度约为40mm,钢约为30mm。
电子中被控制的变量束焊接是
1.电压
2.速度
3.射束枪与工件之间的距离
摩擦焊接
摩擦焊接被认为是最快的焊接技术之一可用,速度可达传统熔焊的两倍甚至100倍。它不需要大量的表面处理。摩擦焊可用于连接经过机械加工、锯切或剪切的表面。
它是一种固态焊接方法,通过焊接产生热量运动组件和静止组件之间的机械摩擦,同时向组件提供一个称为“翻动”的侧向力,以便塑性地置换和融合材料.
在制造业中,摩擦焊接可以为困难的生产难题提供几种解决方案。摩擦焊接是省时又省钱的方法生产新部件,因为它有很多好处,包括统一的质量,将不同的金属连接在一起的能力,以及减少材料浪费。
使用这种焊接工艺焊接以下材料:铝,镁,铜及铜合金,铪和锆,铬镍铁合金和高温合金,不锈钢钢和亚铁合金、钛和不同的材料。
摩擦焊接是一种技术,可用于提高工业辊,管和轴的质量。工业打印机,物料搬运设备,以及汽车,航空航Beplay最新安卓版下载天,船舶和石油应用,是经常使用这种技术制造.
摩擦焊原理
它是一种固态焊接由机械获得的热量形成聚结的过程摩擦表面间的诱导滑动运动。

摩擦焊工作
最初,待焊接部件处于压力之下。一部分高速旋转,另一部分保持静止。在这种焊接中,可移动夹被移动并与旋转部件接触。的产生热量接触面之间。这种热习惯了焊接组件在压力下。焊接时的压力可达几兆帕。
在此期间,金属被缓慢挤压为了阻止相对运动,应用了制动系统。
在摩擦焊中所考虑的参数有
- 摩擦压力
- 速度
- 烧掉
可焊接的材料如下所示
- 青铜的黄铜
- 镍
- 钛合金
- 不锈钢
- 铝及铝合金
基本接头采用摩擦焊接,如下所示
- Bar-belt联合
- Bar-ball联合
- 形铰链关节
扩散焊接
这是固态结合其中的工艺强度联合的结果主要来自于扩散。这工艺要求温度约为0.5,以便在被连接的部件之间具有较高的扩散速率.焊接强度取决于压力、温度、接触时间和金属的清洁度。的例子扩散焊是粘结黄金比铜多。首先,通过锤击得到一层薄薄的金箔。然后将黄金放置在铜上,然后将重物放在铜上。然后将组件放在炉中,直到获得良好的粘结。

一般在扩散焊接中,压力可以由自重施加,也可以由使用差压气体的压力机施加。这些零件通常在恒温器中加热电炉或电炉阻力。的扩散焊接适用于不同金属。它也被用于反应性金属如钛,锆和耐火材料金属合金。扩散焊接过程与其他焊接工艺相比,速度非常慢。