内容
激光熔覆技术
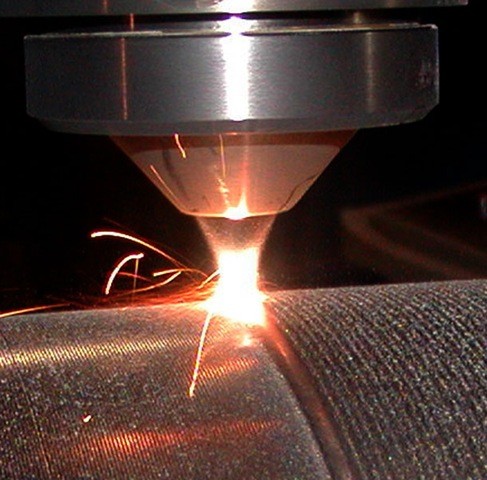
激光熔覆是利用激光作为热源将金属(粉末/金属丝)沉积到另一种金属上的过程。这是传统焊接和热喷涂的替代方案。激光熔覆,又称激光金属沉积是一种将一种材料添加到另一种材料表面的技术。激光熔覆是指将一股金属粉末或金属丝注入熔覆层由激光束产生的熔池当它扫描目标表面时,沉积一层所选材料的涂层。
激光熔覆技术允许材料精确地、有选择性地、以最小的热输入沉积到底层衬底。的激光熔覆工艺允许部件表面的性能改进,包括更好的耐磨性,以及允许修复损坏或磨损的表面。在基材和层之间建立这种机械结合是最精确的方法之一焊接过程可用。

这技术类似于热喷涂,因为它有能量源来熔化被应用到基材上的原料料。不同之处在于它使用了集中激光束作为热源,它融化基材,原料正在应用。这就产生了一种比热喷涂具有更强粘结强度的冶金粘结。此外,所产生的涂层是100%致密,没有空隙或孔隙度.
研究激光熔覆:

的基本系统它由产生光束的激光器,一套光学装置来引导和聚焦光束,一个粉末喂料器和一个机械手部分。的激光光学元件保持静止部分随着激光移动。激光熔覆系统完全自动化提供涂层(包层)过程的精确控制。

激光熔覆工艺基础
| 典型激光功率 | 1 - 6kw |
| 典型的累积速率 | 0.1 ~ 12公斤 |
| 典型涂层厚度 | 0.2至4毫米(或更多) |
| 涂层材料 | 可焊粉末(金属、金属合金、碳化物混合物) |
激光熔覆技术的主要特点
- 完美的冶金结合和完全致密的涂层
- 最小的热影响区和低稀释之间的基材和填料材料,导致功能涂层执行减少厚度,因此更少的层
- 由于快速凝固速度,碳化物涂层产生了细小均匀的组织,从而提高了耐磨性
- 边缘几何图形可以涂覆和建立焊接存款
- 近净形焊缝堆积需要很少的整理工作
- 延长敏感材料的可焊性等富碳钢或镍基超级合金用传统的焊接工艺很难甚至不可能焊接
- 焊后热处理经常被消除,因为小的热影响区使组件应力最小化
- 优秀的由于采用数控焊接,工艺稳定,重现性好过程
材料
激光熔覆可以与各种金属进行,包括:
- 铝合金(Al-(Mg)- si)
- 钴合金(Co, C, Cr, W)
- 铜合金
- Ni-Cr-B-Si自熔合金
- 不锈钢(Fe, Cr, Ni)
- 高温合金(Ni, Co, Mo, Cr, Si)
- 钛alloys4
- 工具钢(Fe, C, Cr, V)
- 含碳化物(WC、TiC、CBN)的MMC
- 纳米添加剂合金(氧化物弥散强化合金)
这个范围很广材料意味着激光熔覆可以用于大量的选择工业应用,包括快速制造,零件修理和表面增强。例如,MMC中的碳化钨等材料提供了耐久性使其成为涂层应用的理想选择这需要很高的耐磨性。
激光熔覆技术的优点:
-
的优点之一激光熔覆工艺是集中光束来自激光的能量。它可以被聚焦到一个非常小的区域保持热量基材的影响区非常浅。这最大限度地减少了开裂、变形或改变基材冶金的机会。此外,较低的总热量最大限度地减少了涂层与基体材料的稀释。
-
涂层厚度可以达到。125″(3.1mm)与碳化物一次通过,可以达到任何厚度与其他材料和多次通过。
-
由于原料是粉状的,所以有很大的品种可用材料包括纯金属合金或碳化物。进一步发展铬镍铁合金和钨铬钴合金在广泛的油田应用。
激光熔覆技术的应用:
- 优化零件设计不同的金属沉积
- 维修和修复的理想选择
- 材料研发
- 提高耐磨性和疲劳寿命
切割工具
激光熔覆材料可以作为层来保护锯片,反刀片,圆盘耙和其他切削工具免受磨损和腐蚀,同时提供优越的切割特性。该工艺缺乏扭曲,这意味着这些工具保持直线,而不同的涂层厚度可以达到满足要求。这些涂层工具可以找到跨行业应用包括建筑业和农业。
钻井工具
高性能的钻井工具用于一系列的包括石油在内的行业还有天然气、采矿和地热。这些工具需要磨损保护,以承受它们所承受的压力,并达到所需的寿命。激光熔覆技术日益成熟由于材料的原因,通常作为一种应用涂层的技术此流程提供的性能。
热交换器
热交换器可遭受腐蚀性液体和气体,他们接触到的腐蚀。激光熔覆具有良好耐腐蚀性和韧性的镍合金等涂层,可以帮助避免热交换器开裂,同时即使在高温下也能提供更好的磨损保护。
液压缸
液压缸,如那些用于采矿业,需要涂层,以减轻对腐蚀引起的受当地气氛影响。镀铬是过去使用的主要方法,但由于其优越的耐久性,这种方法越来越多地被激光熔覆所取代。有人估计激光熔覆可以提高这些产品的耐用性了100%。
电镀硬铬的替代品
硬铬电镀一直面临欧盟的禁止措施,导致该行业尝试并寻求替代解决方案。激光熔覆在过去被认为是一种解决方案,因为它被认为不够快,也不能提供足够薄的涂层。然而,技术的发展(特别是极端高速激光应用)现在允许以更节能的方式以更快的速度沉积更薄的层,这意味着激光熔覆可以提供有效的可替代镀硬铬的特殊应用。
这是一篇关于激光熔覆的内容丰富的博客。我真的很喜欢你所说的激光熔覆的机理和优点。