内容
注塑工艺
注射成型是通过将熔融的塑料成分注入模具中,使其冷却和凝固,然后从模具中取出,从而生产成型物体的过程。适合大规模生产具有复杂几何形状的物品,这技术在塑料加工领域起着重要的作用而且越来越受欢迎。
注射成型工作原理
注射成型过程一般用于实现热塑性塑料的高速成型。它工作原理将熔融的热塑性塑料注入模具,并施加高压以获得所需的形状。采用柱塞系统实现高压.
的用于成型的材料已装入进入料斗,从那里转移到加热段。使用温度约为150°C - 370°C的进料装置进行传输。的material is melted and it is forced by an injection ram or by a plunger through a nozzle in a closed mould.
注塑工艺的种类
注塑有两种类型。他们是谁,
- 冲压或柱塞式注塑工艺
- 螺杆注塑成型工艺
冲压或柱塞式注塑成型
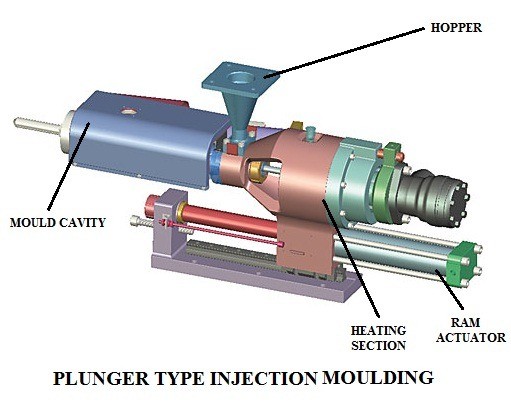
这注塑系统的类型有两个单位。它们是注射单元和夹紧单元。在某些情况下,这些单元可能被拆分,以弹出完成的组件。首先是被选中的热固性塑料装在料斗里。然后进入加热段,热固性塑料熔化,压力增加。在冲压件的帮助下,加热的材料在压力下被注入。这使得材料通过喷嘴被填充在模腔中,以获得所需的塑料形状。在这个成型系统类型水一般用于冷却。
螺杆式注塑成型
这种类型的成型也有两个单元来分割和弹出完成的组件。这两个单元分别是注射单元和夹紧单元。

注射装置由料斗、螺杆和加热段组成。模腔存在于夹持单元中。在这个造型机类型小球首先被送入料斗。在加热状态下,树脂由往复螺杆推进。螺杆向前移动,将塑料材料推入模具。螺丝本身向后移动,并允许积累足够的材料填满模具。螺杆的转动提供摩擦塑化作用还有剪切效应。螺杆的轴向运动提供填充作用。
喷射成型工艺用于发现注射成型过程中出现的问题。反应成型是注射成型技术的新发展。在反应成型中,在模具中使用低粘度单体。在低温下,树脂之间发生化学反应,形成聚合物。
在喷射成型加工热固性塑料在喷嘴周围的气缸中预热约93°C。反应成型适用于聚氨酯成型的生产。
用于复杂螺纹零件的制造。生产复杂的形状,如薄壁零件更容易使用这一过程.主要用于电话电缆等电气、通讯元器件的生产。
螺杆注射成型工艺步骤
当涉及到评估组件设计,工具制造,和有效制造的模具塑料零件,注塑工艺的各个步骤都必须考虑在内。有几个元素和设置我们不会在这里详细讨论,但基本程序保持不变。让我们从基础开始。
步骤1:模具已关闭
当模具关闭时,注塑周期的计时器开始。模具的每半部分分为两个部分:一个固定部件和一个活动部件。模具设计必须使零件能够容易地射出。
将模具安装在一定的设备上,如注塑机,以确保正常运行。在整个成型过程中,模具的两半牢固地相互推动。
在一个塑化螺杆(又称无穷螺杆),加热后的物料倒入塑化螺杆内。在温度的作用下,通过螺杆的运动使颗粒变软,并将颗粒转化为熔融的塑料材料。在注入前,将熔融液和柔性材料在螺杆前端的贮液器中。
在其他情况下,例如当使用机器人时,循环是“部分到部分”的,这意味着当机器人获得一个新部件或当新部件击中时,循环开始和结束传送带,取决于哪个是正确的。

第二步:注塑熔融材料
在热的影响下,加热软化的塑料构件在高压下注入模具。在熔化过程中,当熔体进入模具时,排出的空气通过注射销的通风口和沿分型线排出。在这一步中,在物质开始凝固之前确保模具完全充满材料是至关重要的。
为了补偿发生的退出物料冷却后,必须在压力下继续输送物料.流道、浇口和通风口的设计如下至关重要的确保模具被充分填充。

第三步:冷却成型产品
在将材料倒入模具后,为了精确地冷却该项目时间段需要固化塑料。数量冷却组件所需的时间取决于组件的类型所使用的树脂和物品的厚度。每个模具内部都装有冷却或加热管路,循环水通过模具,以保持整个模具温度稳定。

第四步:树脂塑化
在此期间,桶螺杆收缩并从物料料斗中吸入更多的塑料树脂到桶中,同时物品正在冷却。加热带确保桶的温度保持在适当的水平树脂类型被使用。
利用模腔内的冷却管道对整个喷射成型件进行冷却。这一过程的结果是物品从模具中释放出来。

第五步:模件弹射
当模具打开并移动顶杆时,顶杆向前推进。组件滑出模具,落在位于模具下面的一个箱子里。

步骤6:拆卸流道,包装产品
尽管注塑机的周期在第5步停止,但该过程仍在继续。定期,机器操作员,或机器人,从剩余的流道中移除可用的组件。模具型腔填充是通过流道来完成的,流道是塑料所走的路线。
为了减少费用和环境影响,许多跑者被碾压和回收在用过一两次之后。然后,在准备组装或交付时,有必要对可用的部件进行称重和计数。
请记住,热流道系统并不总是产生垃圾或废物,因为路线在整个成型过程中保持恒定的温度。
