内容
等离子弧焊
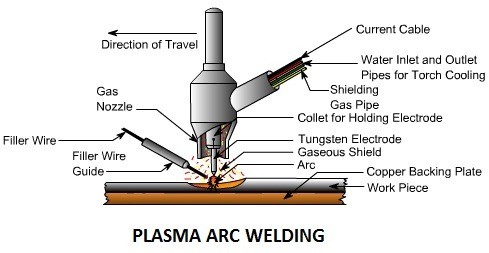
等离子弧焊(PAW)是一种弧焊,在尖头钨电极和要连接在一起的工件之间产生电弧。另一方面,等离子弧可以通过将电极置于火炬体内而与保护气体包层隔离。
等离子弧焊接是一个工序该标准成立于1953年,现在被认为是许多行业的行业标准。这种焊接方法更快,更可靠,产生的热量更少。它产生的热量更少意味着它比其他类型的电弧方法更具适应性,可以在更广泛的应用中使用.
等离子焊接可用于创建关键孔和非关键孔焊缝,这取决于应用。使用此方法可以在厚度为2.4 mm或更小的工件上产生非锁孔焊缝。
使用此方法可以在厚度为2.4 mm或更小的工件上产生非锁孔焊缝。
等离子体气体的种类
在低碳钢,不锈钢和铝上,空气是最通用的等离子气体,因为它提供了优秀的切割质量以及快速的切割速度。由于空气丰富,它也降低了运营成本。
等离子雕刻时,使用氩气。当切割较厚的不锈钢或铝时,通常采用氩和氢的组合。
等离子弧焊原理
等离子体不过是一种高温电离气体。它通常是正电荷原子、中性电荷原子和自由元素的混合物。当这种高温等离子体通过孔口时,电离气体的比例增加,形成等离子弧焊。
等离子弧焊工作
当高热含量的等离子体气体被负钨极以射流形式强行穿过炬口时。等离子切割力对孔板气体流动产生涡流。弧在一开始是由供给引起的电能在喷嘴和钨电极之间。这将释放出高能量和热量。这种热量通常在1万到3万摄氏度之间。
等离子弧焊的种类
大量的热能用于焊接金属。实际应用的等离子弧焊有两种类型。
1.转移式等离子弧焊
转插式中,钨极接负极,工件接正极。一个电极和工件之间保持电弧,加热同轴流动气体并使其保持在等离子体状态.首先在工件和电极之间引发电弧是很困难的。为此,先导弧在喷嘴和电极之间敲击。
2.非转移式等离子弧焊
在这种类型中,电源直接与电极和喷嘴的火炬连接。电极携带相同的电流。因此,电离以很高的速度向工件喷射。主要的这种类型的优势光点在壁面内移动,加热进入的气体,外层保持冷却。这型等离子体低热效率

贱金属
采用等离子弧焊焊接的母材主要有
- 不锈钢
- 钛合金
- 碳和低合金钢
- 铜合金
- 铝合金
等离子弧焊接头的类型
等离子弧焊焊接接头的类型有
- 填料焊接
- T-Welds
- 凹槽
- 方槽
利与弊等离子弧焊
主要的等离子焊接的优点是对零件的控制和质量的提高被焊接。火炬设计允许改进弧度的控制,以及较高的容忍度在火炬对峙的距离。使用PAW工艺时,焊缝通常更干净、更光滑.较小的热影响区导致焊缝非常牢固且不太明显,这对某些部件很重要。
执行等离子体的一个主要限制焊接过程就是启动成本相对较高。等离子体焊接设备往往很贵。因为它更有针对性焊接过程在美国,培训和专业技能的强制性要求也更加严格。
等离子弧焊的应用
1.制造钢管
钢管作为排气系统设计的一部分,在汽车工业中广泛使用.PAW常用于制造业,因为它:
- 比GTAW系统快得多吗
- 它几乎可以穿透
- 减少填料用量
2.焊接小型金属部件
通过PAW系统上提供的锁孔设置,可以在离散系统上操作零件或产生小焊缝更大更精确的物体。即使在较厚的钢铁产品上,它也能在一次通过中产生牢固的密封。
3.这是最好的臀部关节
而激光束焊接比等离子弧焊速度快,对接头错位的容错性较低。GTAW系统生产高质量的焊接,但操作效率低,耗时长。焊工受益于PAW,因为它提高了他们的速度和他们在接头位置产生良好焊接的能力。
4.焊接过薄的电子芯片
PAW有能力在非常低的电流模式下工作,使其成为一个很好的选择包括易碎计算机的应用程序组件。电子芯片可能容易受到环境条件的影响,如过热,这就是为什么低电流在某些应用领域尤其有益,如前所述。然而,对于精密焊接,PAW是主要的选择方法。有时也使用GTAW和LBW。
5.医疗仪器制造
在某些医疗设备中使用过多的噪音或热量可能会对密封的部件造成损坏。由于其高精度操作和低dba输出,PAW是安装这些组件的绝佳选择。尽管在大电流操作时,它仍然有些响亮,高达100 dba,但在低电流操作时,它实际上是安静的。
这个画面让我很清楚。你有这样的图片或视频吗?我在哪里可以找到它?非常感谢,希望很快能看到你的下一篇文章