内容
珩磨过程
珩磨过程是一种研磨过程,用于抛光先前加工过的表面。它通常用于磨平钻孔或钻孔。“磨石”,也被称为“粘结磨石”,是一种用于这种技术的棒状粘结磨石。
由于磨削造成的许多几何缺陷或变形,热处理如不圆度、钟形口、轴向直线度、波纹度、尺寸过小、筒形、锥度、钻孔痕、扩眼器颤振、彩虹和不对中等,都可以消除。
扩眼刀和珩磨工具的作用是一样的。磨石被推离孔的表面机械或液压压力.为了制造珩磨石,氧化铝、碳化硅或适当粒度的金刚石颗粒以树脂或玻璃化键连接。所述珩磨程序可用于抛光内部圆柱表面和平面表面。
粗珩磨,精加工,微珩磨(或超精加工),和自由形式珩磨是许多类型的珩磨(或磨料流加工)。自由曲面珩磨也被称为超精加工技术。砂砾范围和表面光洁度的能力可以对过程进行比较,以了解它们对不同应用程序的适用性.
什么是磨练?
珩磨机器是金属磨具和方法,使用硬工具和消耗性磨石来修复金属零件的缺陷:
- 直径
- 形状
- 表面光洁度
- 孔的位置公差
该珩磨方法是为了使孔的几何形状、尺寸控制、最终表面质量和表面结构得到完善。在油管或气缸孔的内部,珩磨过程给出了最终的尺寸和开发所需的完成模式。精加工是通过在工作表面上摩擦具有适当粒度和等级的磨石来完成的。在调节压力下,用磨料在断面内旋转和往复磨石。珩磨部分的表面有一个交叉的舱口图案,由旋转和往复结合而成。

为什么磨练?
加工方法这既符合成本效益又有效:
- 切削量
- 产生精确的结果
- 内径公差
- 打磨孔
- 喷涂涂料,CGI,陶瓷和其他材料都可以用来完成孔。
珩磨过程是如何工作的?
珩磨工具的磨料作用从工件的内径中去除材料。当工件来回往复时,工具旋转和膨胀。例如,特殊夹具在制造中可以实现0.003mm(0.0001″)的圆公差和直公差。工件必须允许在三个轴上“漂浮”或移动,以达到如此严格的公差。这是最单一的至关重要的在今天的工业中实现更严格的公差。
工件必须放置在垂直于机床主轴的平板上,以矫正垂直度。当然,这限制了移动的数量,或“浮动”,通过减少三个移动轴中的一个。
珩磨是使用微小的粘合磨石或固定在夹具中的超级研磨棒来完成的,当它们被应用到要完成的表面或孔时,它们会旋转和往复(冲程)。当工件在较大的表面上旋转时,磨刀可以往复或振荡。对于手动冲程珩磨机,由操作员控制振动。手动冲程珩磨机的一个基本变种是安装在钻床上的珩磨头。
什么是珩磨过程的历史?
列奥纳多·达·芬奇是第一个在16世纪使用工具打磨木管内壁的人。他在木管上用一根木棍连接砂纸。这杆有能力在线性和径向移动。
锐化内部组件的内部内燃机在美国,珩磨工具是在二十世纪初发明的。
1924年,第一个带杆和弹簧的五刃珩磨工具被发明并获得专利。经过几年的磨砺方法被工业所采用出于生产原因。
珩磨机进行三种操作。
- 首先,它是一个去除破裂金属并达到基本金属的库存程序。
- 其次,创建一个完成模式,为润滑条件提供最大可能的表面。
- 第三,珩磨可以确保圆柱体表面在直线度、圆度和尺寸方面非常精确。

单道次珩磨机的用途是什么?
金刚石磨料,镗杆式珩磨工具用于单次珩磨。在一次通过工件,这种珩磨工具创建一个直,圆,和非锥形孔。单道珩磨是极好的珩磨发动机曲柄和凸轮孔。完成的部分没有交叉图案,因为大小是在一次传递中完成的。与普通工具相同的锥体,可调节的单通道工具扩大了磨石。
然而,与传统的珩磨不同,宝石不会放大和收缩。这些石头只是被放大到最终的大小。珩磨工具比一般的设备要长得多,而且极强的研磨层覆盖了整个工具长度。这款单道钻具的最终尺寸为2.5英寸,锥度约为7英寸。在下一页上,有一张图片。由于单道刀没有过程中扩刀,必须在停机时进行调整。
磨炼工具
以下是各种珩磨工具:
- 灵活的用磨刀石磨
- 削尖的石头
- 珩磨杆
- 手用磨刀石磨
灵活的用磨刀石磨
梳子被用作磨砺工具。磨料珠附着在鬃毛末端。它们被用于精炼金属的内外表面,以及使表面光滑。Flex工具是这种珩磨工具的另一种名称。

削尖的石头
磨石是典型的磨石,用于磨尖金属边缘或表面。磨刀石是一种常用的磨石,用于磨尖金属的边缘或表面。

珩磨杆
它是用来给内孔一个最后的抛光。直径用于金属表面磨蚀的砂轮尺寸较小的工具。在这些情况下,它通常用于抛光或完成金属内径的内表面。

手用磨刀石磨
钻石骨是手骨的另一种说法。的地面切割边缘工具是用这些打磨工具打磨出来的。在锐化过程中,这是一种即兴的方法。

珩磨刀具材料
制作珩磨工具的材料如下:
- 研磨材料
- 粘接材料
研磨材料
最常见的砂砾颗粒包括氧化铝(Al2O3)、碳化硅(SiC)、金刚石等。粗加工用150 - 180沙砾,精加工用600沙砾。
粘合材料:
它应该足够坚固,以保持在其切割寿命的砂砾,但不是太硬,它摩擦孔,减慢切割运动。为了调节切割作用和延长磨料结合剂的寿命,经常用蜡、硫、树脂和其他材料填充。
如果要完成的项目被插孔、空隙、切口、不圆度等打断,则使用坚硬的砂砾和粘结来承受剧烈的着装动作。毅力是一种工具切削刃.它必须粉碎和削尖,以便穿透,它必须足够坚固,以承受必要的压力。我们采用易碎和多孔粘结硬材料。管柱的孔隙度由管柱形成过程中的砂砾组合、粘结、技术和压力决定。杆的运动受孔隙度,方便切屑清理,减少热量积聚。
珩磨工具连接
- 较软的粘结剂应用于较硬的材料,如钢、铬等,而中间粘结剂应用于铸铁和较硬的粘结剂应与较软的材料如铝一起使用黄铜和青铜。
- 磨料含量保留了一个时间段使磨料能够有效地使用,但不会使用太久而使磨料变钝或无用。
珩磨工具磨料的特点
在选择磨石和珩磨工具时,磨粒类型和粒度是重要的考虑因素。研磨粒的选择包括:
- 氧化铝
- 碳化硼
- 陶瓷
- 金刚砂或番红花
- 碳化硅
- 立方氮化硼
- 人造金刚石
- 碳化钨
- 氧化锆
在选择磨石和珩磨设备时,磨粒类型和粒度大小是需要考虑的关键因素。氧化铝,碳化硼,陶瓷金刚砂,番红花都是磨料的选择。
在基体中含有研磨颗粒或粘在表面上的研磨物品称为粒度。涂层磨料,修整棒,超级磨料,玻璃化砂轮,磨石或磨砂修整器都是这种类型的磨料的例子。
砂粒大小适用于磨料含磨料颗粒的产品到一个表面。例子包括涂层磨料,修整棒,超级磨料,玻璃化砂轮,磨石或磨砂修整器。
珩磨冷却剂
珩磨需要大量的冷却剂。冷却剂用于两个不同的事情:
- 散热。
- 把薯片处理掉。
动物脂肪油和煤油可以混合使用。松节油、肥皂和水溶液也被使用。
珩磨冷却剂注意事项
冷却剂的作用如下:
- 切屑应带走,以保持刀具的自由切削
- 刀具寿命延长润滑切割区域。
- 散热的同时,物体的大小和形状得以保持。
- 防锈性能
- 油基冷却液提供比水基冷却液更好的润滑性,但它们不能很好地散热,并且对处理有负面需求。
- 水基冷却剂有效散热,与金刚石磨料兼容。玻璃化磨料不能很好地与水基冷却剂配合使用。
- 乳剂(水-油混合)、合成物(水溶性化合物)和半合成物都是水基(水和化学物质的结合)的例子。
- 冷却剂的温度应保持在华氏68-72度。
你应该使用什么类型的冷却剂?
- 为了尽量减少撕裂,我们提供了含硫的冷却剂和高润滑性添加剂钢和其他细屑材料.
- 我们提供温和的珩磨油,具有足够的润滑性,以确保清洁切割铸铁和其他易于打磨的材料.
- 我们为铝和黄铜提供高脂肪含量的轻质珩磨油,以实现对柔软材料的清洁切削。
- 许多客户之前已经在他们的设施中安装了珩磨冷却剂。我们可以使用任何冷却剂,有他们想要的切割性能和他们想要的光洁度。
- 许多客户要求我们使用他们现有的切削液进行钻孔或其他操作。这些对于珩磨来说通常是不够的。

珩磨工艺参数
孔的精度和表面抛光在很大程度上是由许多工艺参数决定的,具体如下。
- 工具转速:
刀具速度增大,金属去除率增大,表面粗糙度减小。
- 珩磨时间:
珩磨时间的增加会在一定程度上降低表面粗糙度,然后逐渐增加。它是在这样一种情况下选择的这样可以在去除大部分金属的同时产生最少的表面粗糙度.
- 珩磨棒压力:
该图描述了金属去除率和表面粗糙度随单位压力的变化。选择珩磨棒压力,以提供最少的粗糙度,同时去除最多的金属。
- 行程长度:
冲程长度必须足以跨越整个工作长度。

珩磨过程的类型
有两个珩磨工艺的类型.
- 手动珩磨
- 机珩磨
- 卧式珩磨
- 立式珩磨
手工珩磨工艺
与珩磨石一起,在此操作中使用适量的冷却剂。因此,这个过程被称为“湿法”。在此操作过程中不断转动机头,并在手的协助下将工件向前和向后推。

机珩磨
珩磨可以在各种设备上完成,包括车床和钻机.固定机器类型对锐化无效。通过用珩磨刀头代替钻头,便携式微型钻床也可以用于珩磨。在大型制造业中,这些小机器无法产生精确的结果。为了得到一个好的结果,你需要使用一台普通的珩磨机。有几种不同的磨刀机的种类可用。下面几节将介绍最常见的类型。

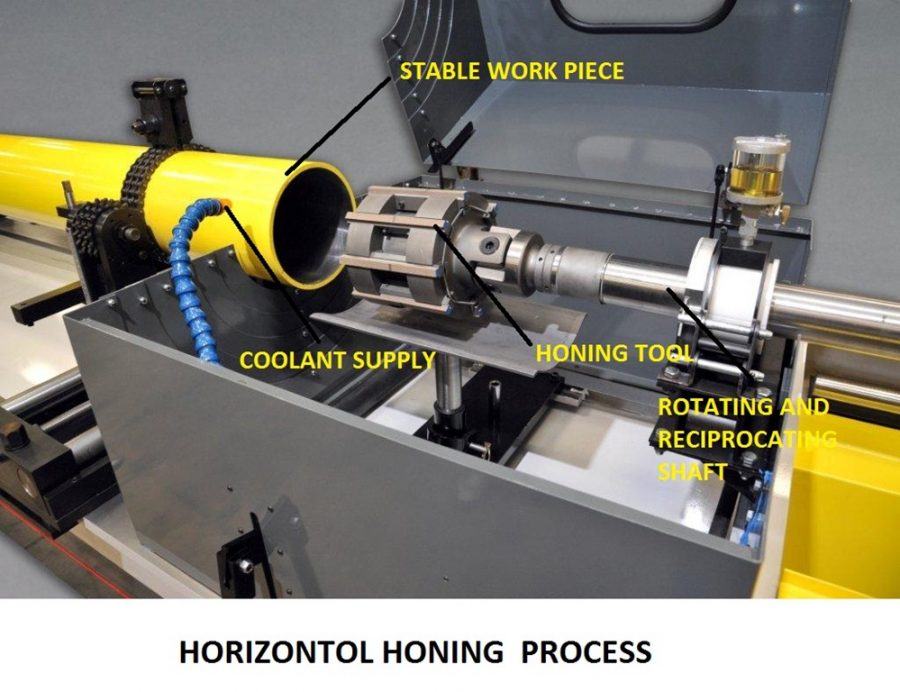
卧式珩磨机
在这些设备的帮助下,时间更长操作可能被制造出来.珩磨工具被定位在这些设备的水平主轴上。工件被安装在工作台上,在各种机器上来回移动。珩磨器围绕自己的轴轻微旋转和振荡。这种振荡由机械或液压调节。珩磨工具可以安装在移动头上,在某些情况下可以旋转和往复。
工件沿其自身旋转轴,同时保持水平.这机器设计用于需要很长时间才能完成的工作。量规用于确保加工尺寸正确。在某些机器中,有两个主轴。
立式珩磨机
该工具,以及工件,是垂直持有在这个加工操作.多轴可用于这些机器的类型.刀具往复,工件平稳。夹具用于将工件固定在正确的位置。在现代机械中,液压传动是用来控制工具和工件的。
立式珩磨机适用于不太长的工作。与卧式珩磨机相比,卧式珩磨机的应用更为广泛。
解释珩磨过程:
- 工件牢牢地固定在工作台上。孔必须保持平行于珩磨主轴的轴与极端谨慎。
- 氧化铝或碳化硅研磨棒附着在芯轴或夹具上。
- 有一个浮动运动之间的工作还有工具,所以施加在工具上的任何压力都均匀地分布在各个方面。
- 最后,必须调整冲程和工作长度,以及磨练,以获得一个良好的圆柱孔。
- 当珩磨工具旋转时,提供一个缓慢的往复运动,导致珩磨速度为10 ~ 30米/秒。这种运动的结果是快速的库存去除和创建一个直和圆的表面在同一时间。
- 一个润滑油,如石蜡或硬油与煤油混合进入待抛光孔内,用珩磨棒去除金属。以下是润滑剂的两种用途:
(i)散热。
(ii)把筹码冲走。
可以打磨一对内部圆柱面和平面。然而,珩磨工艺/方法主要用于内圆柱表面。这些图表描述了圆柱孔珩磨过程的珩磨和简化版本。

珩磨工艺的应用
珩磨过程的主要目的是得到精确的圆柱孔直径。它是完美的抛光内部表面的I.C.发动机缸,液压缸,和其他气缸,润滑层必须保持整个表面。
汽车、航空航天、石油和天然气、航空、农业工程等部门都使用珩磨。以下项目是用珩磨工艺制造的:
- 液压阀
- 喷油嘴
- 筒阀
- 齿轮
- 连杆
- 曲轴期刊
- 引擎模块
- 枪管
- 圆洞等。
珩磨工艺的优点和局限性
珩磨已经演变成一种可行的具有明显好处的工业技术缺点:
珩磨工艺的优点:
不存在夹头或定位错误,因为工件不需要动力转动,也不需要夹头、面板或旋转工作台。因为磨刀机是由一个中心轴驱动的,弯曲轴不会像钻孔时那样产生锥形孔。如果先验流程留下了足够的库存对于磨练清除所有的缺陷,结果是一个完全圆孔,没有锥度或高低区域。
与磨削或精镗在高速下接触面积小相比,珩磨在中速下接触面积大。同时旋转和往复作用形成的交叉锯齿状结构有利于保留润滑剂。金刚石可与金刚石轮相媲美,可用于磨尖直径,精度为0.001至0.0001英寸或更接近精度。
- 不那么复杂或便宜的装置。
- 它非常精确。
- 它适用于长孔和短孔。
- 它保持了钻孔的原始中心线。
- 任何材料,不论其硬度如何,都可以完成。
珩磨工艺的局限性:
珩磨被认为是一个耗时的过程。另一方面,新的机械和石材大大减少了珩磨时间。除非工件被旋转或支撑,否则水平珩磨可能会产生椭圆形孔。如果工件很薄,即使是轻微的手压也可能导致一个有点椭圆形的孔。
结论
珩磨是一种机械加工过程,有助于孔的几何形状,尺寸控制,表面结构和最终的表面质量。在油管或气缸的内部,该技术可以实现最终的尺寸,并提供所需的完成模式。这就是我们对珩磨工艺的定义、功能、应用、组件、图表、类型和操作的讨论。我们还讨论了该程序的优点和缺点。
我希望你觉得这篇文章有用;如果有,请和其他人分享。感谢你抽出时间阅读这篇文章。下次见!